

We zijn op weg naar Korbach. Heimat van Continental, de bekende bandenfabrikant. We doorkruisen het Ruhr-gebied, door een wirwar van bomvolle autosnelwegen met namen als ‘61’, ‘46’ of ‘1’. Eenmaal de drukke industriestreek gepasseerd, wordt het rustig op de weg. Hoewel Korbach mooi centraal in Duitsland gelegen is, blijkt het niet bepaald het centrum. Wie hier niet moet zijn, die is hier ook niet. Een centrale plaats is er in Korbach wel voor Continental. In het plaatsje met 22.000 inwoners vinden 3.600 Conti-werknemers dagelijks hun weg; de bandenmaker zit stevig verankerd in het Sauerland. In de fabriek in Korbach worden al sinds 1907 fietsbanden gemaakt. De Mitteldeutsche Gummiwarenfabrik Louis Peter AG fuseerde vanaf 1929 met Continental uit Hannover en sindsdien is het rubberwaren-bedrijf uitgegroeid tot een multinational met een omzet van 44,5 miljard euro en houdt het 245.000 werknemers in 61 landen aan het werk.

Om de Continental-toren kun je in Korbach niet heen kijken.
Daar staan we wel even van te kijken, van die getallen, al blijft het belang van fietsbanden daarin beperkt. Het grootste aandeel in het product-portfolio van Continental is met 25% dan wel voor rubberbanden (andere producten vinden hun weg bijvoorbeeld in de automotive industrie), maar daarbij gaat het vooral om banden voor motorvoertuigen. Fietsbanden vormen een zeer bescheiden deeltje van het geheel. Maar wat ze vergeleken met de meeste andere Conti-artikelen wél hebben, is een zekere standing. We gaan hier niet beweren dat banden het meest sexy onderdeel van een fiets zijn, maar wie een auto koopt, zal niet snel acht slaan op de banden die gemonteerd zijn. Ga je echter een fiets kopen, dan kijk je wel degelijk naar de banden die er standaard op liggen. Want goede banden of minder goede banden, dat verschil voel je immers wel als fietser! De banden van Continental bewijzen dat, denk maar aan het befaamde model Grand Prix 4000.

Links: Tour-baas Prudhomme en Christian Kötz flankeren Oscar Perreiro, ambassadeur van Continental. Rechts: Perreiro benadrukt het belang van goede banden.
Het is vanwege die product-hipheid (die andere rubber-artikelen veel minder of helemaal niet hebben) dat Continental voor meer naamsbekendheid de samenwerking zocht met het grootste mondiale podium dat er is in de fietsbranche: de Tour de France. Fietsbanden en de Tour, dat is een logische combinatie – er rijden immers al zes World Tour teams rond op Conti en de exposure die je krijgt als podiumsponsor bij de Tour, krikt het merkbewustzijn van consumenten nog verder op, zo verwachten ze in Korbach. “Die merkbeleving gaat vervolgens dan afstralen op andere Continental-producten, met name de autobanden, zodat Continental ook in die categorie voortaan meer als ‘premium-merk’ wordt ervaren”, aldus Christian Kötz, hoofd van de bandendivisie van Continental. Kötz geeft in zijn inleidende presentatie verder nog mee dat het zijn merk uiteindelijk vooral om veiligheid is te doen. Veiligheid voor de gebruikers, veiligheid in het verkeer, veiligheid op de werkvloer ook, veiligheid voor iedereen kortom. Iets waar Tour-baas Christian Prudhomme zich op zijn beurt graag bij aansluit. Prudhomme is voor deze aankondiging hoogstpersoonlijk naar Korbach afgezakt en kan zich helemaal vinden in Continental’s streven naar veiligheid. Ook voor zijn organisatie ASO is die van primair belang, met jaarlijks een parcours van 3.500 kilometer dat aan twee zijden ‘beveiligd’ moet worden. “Veiligheid is een ‘verbindende factor’ tussen de twee organisaties”, zegt de Fransman, “en daarom is hij ontzettend blij om de nieuwe samenwerking vandaag mee te verwelkomen.” Daarnaast is hij ook reuze benieuwd naar hoe fietsbanden nu eigenlijk worden gemaakt want hij is van zijn leven nog niet in een bandenfabriek geweest en heeft dus wel zin in de rondleiding die voor de namiddag op het programma staat.

Links: Grote rubbervellen liggen te wachten tot ze fietsband worden. Rechts: De vellen worden op maat gesneden.
Fietsbanden ontstaan uit een massa rubber waaraan vulstoffen zijn toegevoegd. Welke vulstoffen, dat is het geheim van de smid, en de Black Chili compound waar Continental zijn strepen mee heeft verdiend, die is natuurlijk top secret. Daar krijgen we dus niets van te zien. We stappen in waar de rubbermassa reeds is omgevormd tot brede en lange vellen relatief dun rubber die op rollen zijn gewikkeld. Via achtereenvolgende handmatige productiestappen worden de vellen tot repen gesneden en vervolgens tot stroken op lengte van een fietsband. Ze zitten nu op kleinere rollen gewikkeld en komen dan bij de volgende operator terecht, bij een machine waarop eerst de hieldraden en dan het loopvlak en de zijwanden worden aangebracht. De hieldraden komen op hun plaats doordat de rubberstrook erover wordt dubbelgeklapt. Het loopvlak en de wanden zijn strookjes die met de hand op de band in wording gepositioneerd worden en die na een omwenteling van de trommel waarop de band gespannen zit, verkleefd zijn met het rubber. De band wordt gelost van de trommel en de medewerker hangt hem op een soort van dubbel kledingrek op wieltjes op. Eén band per keer, stuk voor stuk komt het rek vol te hangen, om dan naar de volgende machine te worden gerold. Daar wordt het logo erop gestempeld. Ook weer een handmatige handeling. Tot slot van het eigenlijke productieproces moet de band dan in een wafelijzerachtige oven worden gevulcaniseerd. Daar krijgt de platte rubber ring dan zijn vorm als band. Bij een temperatuur van 170 graden en met een druk van 15 bar wordt het rubber in het profiel van de mal gedrukt en krijgt hij zijn eindvorm. Er staan enkele tientallen van die grote machines in de hal en ook die worden met de hand geopend en gesloten.

Links: Hier worden Gatorskin-zijwanden op de band gepositioneerd. Rechts: De band komt van de trommel en gaat naar de volgende stap.

Links: Op deze machine wordt het logo op de band gestempeld. Rechts: Fietsbanden in wording hangen op verrijdbare rekken.

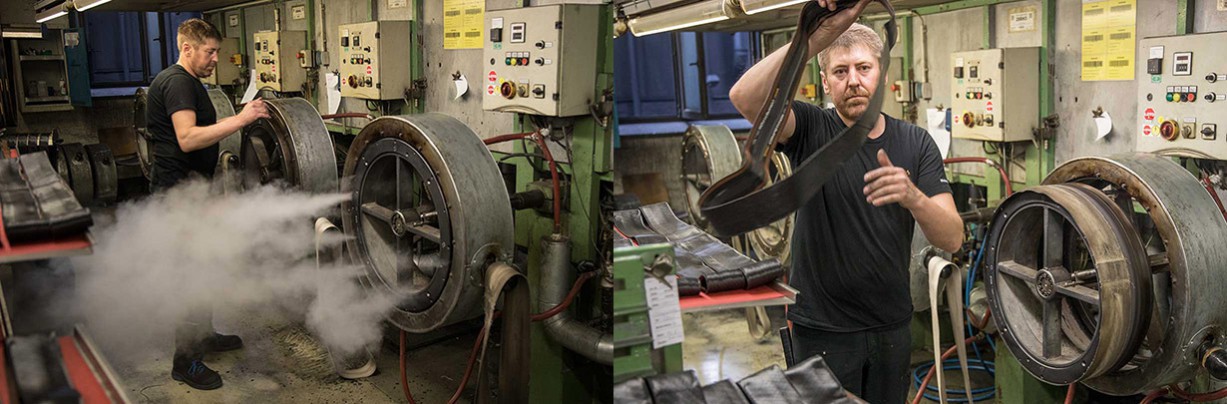
Links: Deze band is zojuist gevulcaniseerd in een ‘wafelijzer’. Rechts: Elke oven wordt handmatig gevuld en geleegd, één band per keer.
Een aparte afdeling is ingericht voor de productie van tubes. De high-end paradepaardjes doorlopen hun productieproces in een kleinere ruimte en het is duidelijk dat hier om een kleinschaliger product gaat. Er komt nóg meer handwerk bij kijken want bij een tube moet de binnenband natuurlijk worden ingenaaid. Verder moet er aan de velgzijde van de tube een stoffen hechtingslaag worden opgelijmd, om nadien de tube aan de velg te kunnen kitten. Elke tube wordt in een laatste stap volledig opgepompt en met een laser gecontroleerd op rondheid, dan machinaal opgerold en in een doosje gestopt.

Links: Een binnenband wordt in de tube genaaid. Rechts: Latex binnenbanden voor de topmodellen van Continental.
Links en rechts: De afdeling Tubes heeft eigen ovens.

Links: Minutieus wordt met de hand het loopvlak op de tube aangebracht. Rechts: Er wordt een stoffen laag aan de velgzijde van de tube gelijmd.

Links: Elke tube wordt gecontroleerd op lekdichtheid en ronding. Rechts: Deze Fehlers (fouten) moeten voorkomen worden!
Van tevoren hadden we een heel andere voorstelling van de productie van een band; met name dat het proces veel meer geautomatiseerd zou zijn. Met alle handwerk dat eraan te pas komt, is het ineens ook duidelijker waarom een fietsband in vergelijking met een autoband zoveel kost. Handmade in Germany heeft zijn prijs!

